Important notice: We are currently having issues with incoming calls, where the caller cannot hear us. In these instances we will call back. We are working to get the issue fixed. In the meantime please email [email protected] for any enquiries.
As the automation revolution continues to rumble on, machine vision continues to find itself being used in an ever-expanding array of applications. Furthermore, the prompt uptake of Industry 4.0 and IoT protocols has ensured a rapidly changing landscape for industrial processing. Data can now be obtained from where there once was none to be extracted.
“Even smaller companies are putting resources behind their analytics teams in the same way they put resources behind engineering and product teams. There are some great tools out there that allow even tiny businesses to use data effectively” Hilary Mason.
This has resulted in what was traditionally limited to high end automotive and pharmaceutical quality control systems, now being used in a host of ingenious automation and consumer systems to improve productivity, quality and to reduce waste.
The basics of machine vision have remained the same with a lighting, lenses, cameras, processors and software. Whist the basic components have continued to be employed, they have continued to evolve. ‘Smart camera all in one systems’ and ‘liquid lens electronic focus lensing technology’ are a some just examples of how the size and capability have changed over the years.
As machine vision components have evolved they have always focused on two key fundamentals of light in wavelength and intensity. Primarily because this is how the human eye interprets the light around us. Using colour, brightness and contrast enables us to build the visual world around us.
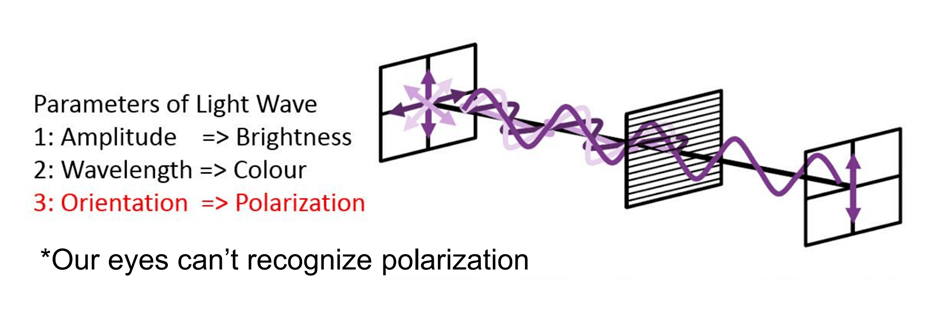
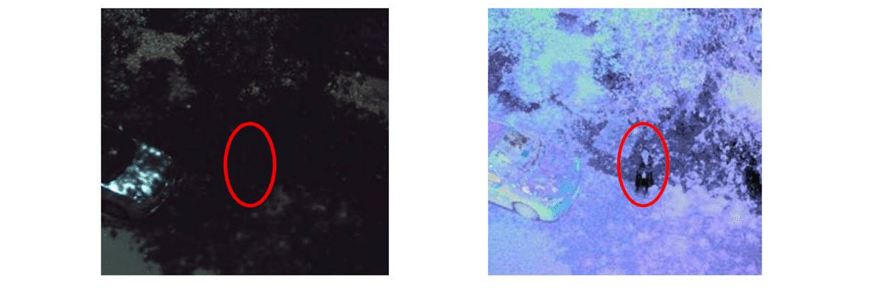
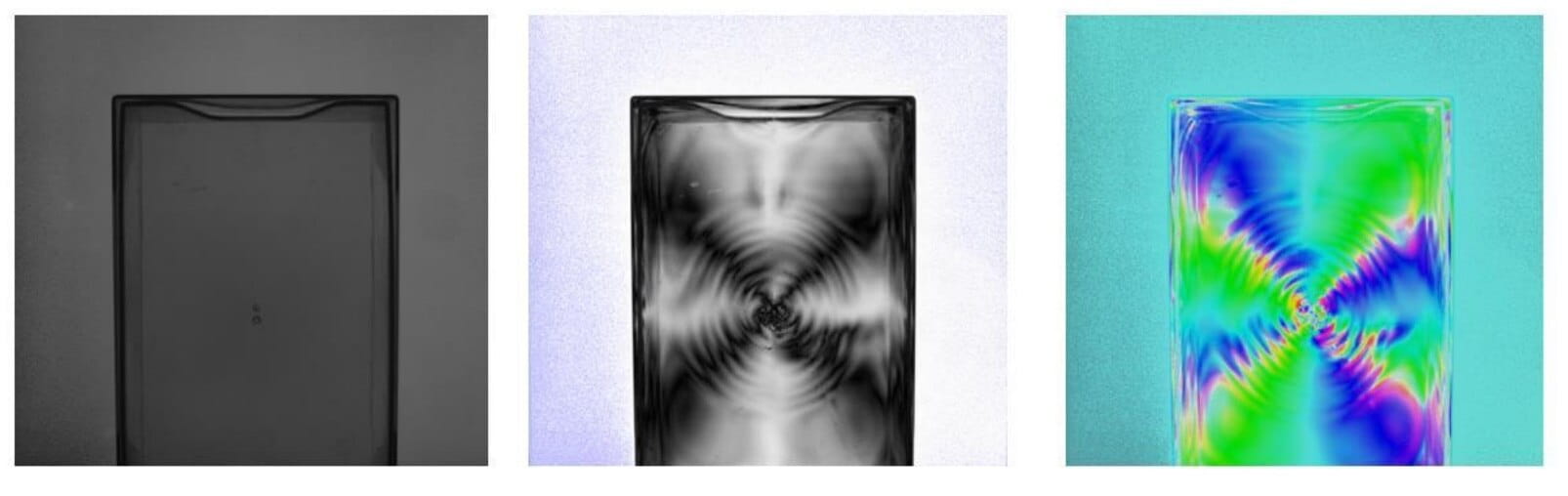
Recent developments in on-sensor polarised technology have given us a third element which is not something we can realise with the eye. When we start looking at the direction of reflected light in all angles we can start to interpret the angle of surfaces regardless of colour or as light passes through a transparent object we can see changes caused by stress. This opens a new world of possibilities that we can capitalise on to increase reliability and capabilities of machine vision systems in application’s such as stress analysis, autonomous vehicle’s and cell analysis’s to name but a few.
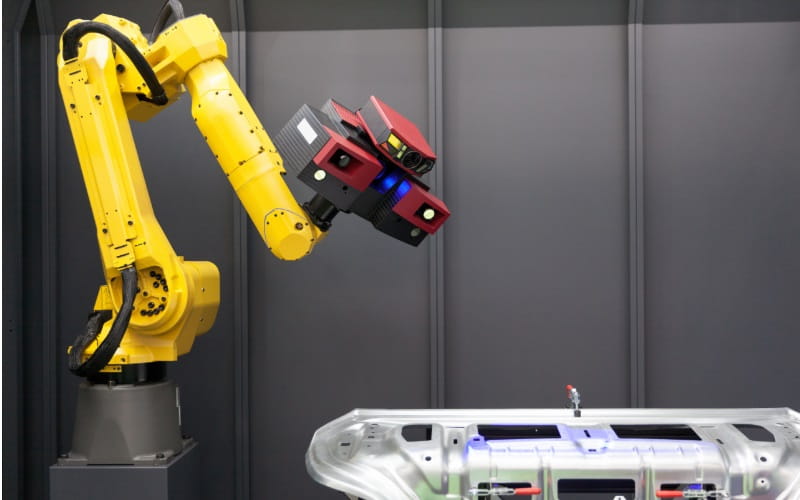
Sony being at the forefront of image sensor technology are leading the way when it comes to the capture of polarised images as well as interpreting the polarised information into usable data for further processing.
The new XCG-CP510 offers an easy to integrate solution for machine vision applications with its standard GIG-E 2.0 interface, industry standard body size and C-mount lens mount. The real power of the XCG-CP510 is unleashed when you use the market leading Sony XPL viewer, this Sony developed software package can transform the polarisation data into usable images and data for further analysis. This is done by converting the light direction that we can’t see into something we can.